PITTSBURGH-ERIKS North America (ENA) anunció que ha adquirido los activos de Branham Corporation (Branham), un destacado fabricante y distribuidor de mangueras industriales, juntas, cintas transportadoras y servicios relacionados.
Fundada en Louisville, KY, en 1973 como Branham-Mingis por William E. Branham y Stephen Mingis, Branham ha crecido durante las últimas cinco décadas hasta incluir cinco plantas de fabricación/distribución y 8 puntos de venta que cubren las regiones del Medio Oeste y la costa del Golfo de los EE.UU. Con un equipo de más de 100 profesionales altamente cualificados, Branham se ha convertido en sinónimo de calidad y excelencia de servicio en la industria.
Doug Branham, que seguirá en la empresa como copresidente, ha dicho lo siguiente sobre la operación. "ENA encaja perfectamente en nuestra empresa. Aprovechar la escala de ENA nos brinda la oportunidad de llevar nuestros productos y servicios líderes del sector a lugares a los que no podríamos aspirar por nuestra cuenta. El futuro de nuestros empleados siempre ha sido una prioridad para nosotros y sabemos que los beneficios que ofrece ENA y la cultura que existe en ella crearán un lugar estupendo para que nuestros empleados continúen con su importante labor. Ahora que celebramos nuestro 50 aniversario resolviendo problemas a nuestros clientes, no podríamos estar más contentos con las perspectivas para los próximos 50 años."
Steve Mingis, el otro copresidente de Branham, añadió: "En algún momento, toda empresa debe plantearse lo que hace falta para llevar a su organización al siguiente nivel. Doug y yo supimos inmediatamente que nuestra alineación con ENA era la combinación perfecta para nuestros empleados y el futuro crecimiento de nuestro negocio."
Jeff Crane, CEO de ERIKS North America, habló sobre el cierre de la adquisición, declarando: "Doug Branham y Steve Mingis, junto con sus dedicados asociados, han construido una poderosa organización que resuelve problemas técnicos para sus clientes. Branham aporta una expansión geográfica y unas capacidades únicas de productos y servicios que se alinean a la perfección con nuestro compromiso de ofrecer soluciones y servicios de primer nivel a nuestra creciente lista de clientes norteamericanos. Estamos encantados de dar la bienvenida a todos los asociados de Branham a nuestra gran empresa y esperamos trabajar estrechamente con ellos a medida que ponemos nuestras marcas, capacidades y alcance geográfico únicos a trabajar... juntos".
Nuestro objetivo a largo plazo siempre ha sido lograr un crecimiento orgánico superior al del mercado. El anuncio de hoy es sólo el ejemplo más reciente de la reactivación de nuestro motor de crecimiento inorgánico. Seguimos comprometidos con la ejecución satisfactoria de esta estrategia de doble crecimiento en los años venideros."
Acerca de ERIKS North America (ENA):
ENA, empresa en cartera de LKCM Headwater Investments, es un distribuidor líder de soluciones de manipulación de fluidos, sellado y transporte de materiales para clientes industriales de toda Norteamérica. Nuestras soluciones técnicas y servicios mantienen a nuestros clientes en funcionamiento, reducen el tiempo de inactividad y minimizan el coste total de propiedad.
El sellado de los cientos de tapones de un intercambiador Fin-Fan típico se ha vuelto cada vez más problemático a medida que los requisitos de emisiones se han vuelto más estrictos. Para solucionar este problema, ofrecemos una junta de tapón de grafito con perfil Kam (dentado) que garantiza al usuario final el nivel de estanqueidad necesario.
Esta junta utiliza el mismo hierro blando utilizado en las juntas de tapón OEM. Después de mecanizar las estrías según las especificaciones de la industria, añadimos a cada superficie revestimientos de grafito de 0,015" de espesor y 70 libras de densidad. El resultado es una junta estable para altas temperaturas, fácil de instalar y de sellar. No sólo evita las fugas, sino que también ayuda a minimizar el tiempo de inactividad y a eliminar el gripado de las roscas, ya que proporciona un sellado estanco al gas con pares de instalación más bajos.
Material del núcleo: OEM proporcionado 1/16 "de hierro dulce o acero al carbono. (Tolerancia de grosor del fabricante +/-.003")
Revestimientos de grafito: Grafito APX2 de 0,015" de grosor, resistente a la oxidación, densidad de 70 libras.
Espesor resultante: Nominal 0.090"
Tolerancias dimensionales: +/- .010"
Temperatura nominal: 900F
Tensión mínima de asiento recomendada: 10.000 psi
Como cuestión de "buenas prácticas", recomendamos el uso de nuevos pernos prisioneros siempre que se vuelva a montar una junta de intercambiador de calor.
Para una empresa que limpia y reutiliza pernos de forma rutinaria, esta recomendación de utilizar pernos nuevos puede parecer un poco exagerada. ¿Por qué utilizar espárragos nuevos cuando los usados aún parecen nuevos? ¿No es una pérdida de dinero sin sentido? ¿Por qué tirar un taco en perfecto estado? En la era del reciclaje, ¿no es mejor reutilizar que sustituir?
¿Recuerda el viejo refrán "No se juzga un libro por su portada"? Pues aquí tenemos un ejemplo perfecto: no se puede juzgar un espárrago por su aspecto. Es cierto que los espárragos usados pueden limpiarse. Incluso se pueden cepillar para que parezcan nuevos. Pero el aspecto de un espárrago no es el más importante de sus atributos. Lo más importante es su rendimiento. Y los datos demuestran que la resistencia a la fricción de un espárrago usado es muy impredecible.
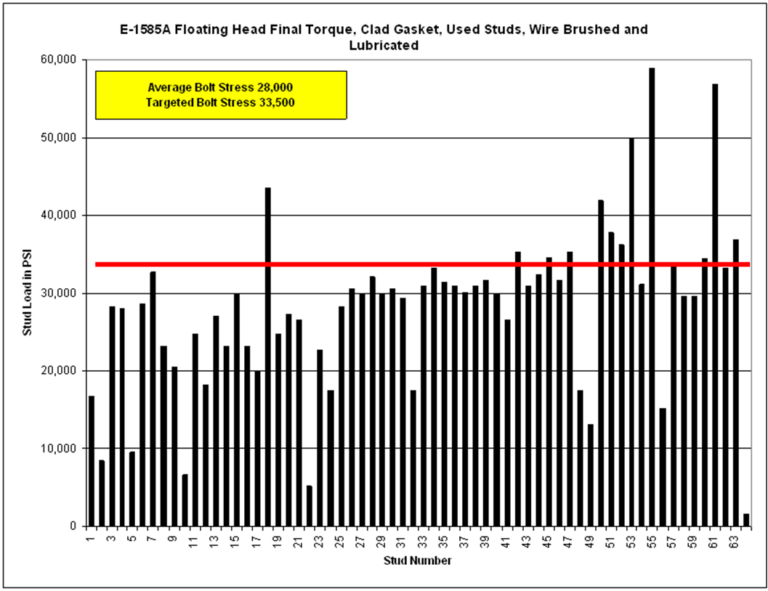
Hace varios años, Chevron realizó una prueba de campo para investigar esta cuestión. Entre los cientos de intercambiadores de calor de su refinería de El Segundo se encuentran los intercambiadores de calor "gemelos", E-1585A y E-1585B, idénticos entre sí en todos los aspectos. El día de la prueba sustituyeron la junta del cabezal flotante de cada intercambiador y apretaron la conexión. Como no hay espacio suficiente en el cabezal flotante, no se utilizaron arandelas endurecidas. Aparte de eso, se utilizaron las mejores prácticas; lubricaron todo adecuadamente y utilizaron una llave dinamométrica calibrada en ambos. La única diferencia entre el E-1585A y el E-1585B era el estado de los espárragos. En el E-1585B se utilizaron espárragos y tuercas nuevos. En el otro, el E-1585A, reutilizaron los espárragos después de limpiarlos y cepillarlos con alambre hasta dejarlos "como nuevos". Después de apretarlos, midieron la tensión real de los espárragos y los resultados son los que se ven en los gráficos adjuntos.
El primer gráfico muestra los resultados de los espárragos utilizados en el E-1585A. La tabla incluida en el gráfico muestra que la tensión media de los espárragos fue de 28.000 psi, un 16,4% inferior a la tensión objetivo de 33.500 psi. Pero la tensión "media" de los espárragos no lo dice todo, ya que la dispersión (la diferencia de un espárrago a otro) es de hasta 10 a 1. Aunque los espárragos estaban bien limpios y lubricados, era imposible predecir cuánta carga se generaría con un par de apriete específico.
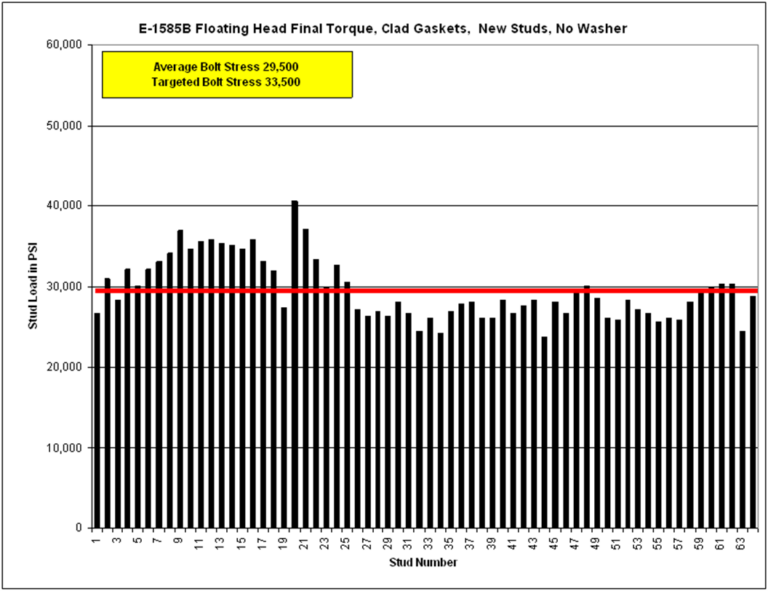
El segundo gráfico muestra una imagen muy mejorada. La carga media de los montantes se aleja ahora sólo un 12% de la carga deseada. Pero lo más importante es que la dispersión se ha reducido drásticamente: la mayoría de las cargas de los montantes se sitúan entre el 10% y el 15% de la media, y la disparidad entre las cargas más bajas y las más altas se ha reducido en un 83%.
Recuerde que estos resultados se obtuvieron sin utilizar arandelas endurecidas debajo de la tuerca giratoria. Es muy probable que el uso de arandelas endurecidas para reducir el arrastre por fricción en la cara de la brida hubiera reducido aún más la dispersión y hubiera aumentado la carga media del espárrago hasta acercarla a la carga proyectada. Sin embargo, aunque estos resultados no son "perfectos", son ciertamente "razonables".
¿Por qué es tan importante?
Chevron ha demostrado a lo largo de años de investigación que, además de utilizar un tipo de junta óptimo, el secreto de la estanqueidad a largo plazo en los intercambiadores de calor depende de cómo se trate la relajación en la junta. Para gestionar la relajación es fundamental cargar la junta para conseguir una elevada tensión de asiento. Esto debe hacerse de forma fiable a un valor alto y predeterminado.
Así pues, si un ingeniero determina que una junta necesita una tensión de asiento de 20.000 psi para ofrecer fiabilidad a largo plazo, y que se requiere un par de apriete de 600 lb-pie (por ejemplo) para alcanzar esa carga, tiene que poder confiar en que cuando los espárragos se aprieten a 600 lb-pie generarán realmente la tensión de tornillo que prevé.[1]
Y ése es el problema de los espárragos usados. Debido a la rodadura casi microscópica y al gripado de las superficies roscadas, el espárrago ya no convierte el par de apriete en tensión de forma predecible. La relación entre el par de apriete del espárrago y la carga de la junta se rompe. Por ello, Chevron exige el uso de espárragos nuevos siempre que se abra una junta de intercambiador.
Ahora bien, hay un par de excepciones a esta regla, y Chevron las reconoce en sus normas. En primer lugar, si un espárrago se tensa (no se aprieta), se puede reutilizar, ya que el par de apriete no entra en juego. En segundo lugar, si una persona está dispuesta a repasar las roscas tanto de los espárragos como de las tuercas con un macho de roscar y una terraja -renovando así las roscas-, puede reutilizar los tornillos de forma segura.
A veces se argumenta que los espárragos usados son mejores que los nuevos porque se han endurecido. La respuesta a este argumento es que el endurecimiento no importa. Lo que importa es la capacidad del espárrago para proporcionar un predecible predecible a la junta, porque así es como se consigue un rendimiento sin fugas.
La prueba de este planteamiento se ve fácilmente en la experiencia de Chevron. En la última década han conseguido lo que muchos consideraban imposible: eliminar las fugas de los intercambiadores de sus refinerías. El uso de nuevos espárragos para optimizar la carga de la junta es un componente importante de las soluciones empleadas para lograr este fin.
[1] Para un análisis más completo sobre la importancia de centrarse en las tensiones específicas del asiento de la junta en lugar de en las tensiones específicas del espárrago, consulte la nota técnica titulada ¿Esfuerzo en el espárrago o en la junta? Dar en el blanco correcto.

El Instituto Americano del Petróleo (API) publicó por primera vez su norma para Juntas Anulares y Bridas de Juntas Anulares (Especificación API 6B) en junio de 1936. Esta norma (que fue adoptada por la American Standards Association en la edición de 1939 de ASA B16e) tenía dos perfiles de ranura diferentes para las bridas de junta anular. Las bridas de menos de 6" tenían una ranura de fondo redondo y sólo podían utilizar anillos ovalados. Obsérvese que el anillo no hacía contacto en el fondo de la ranura, sino que tenía un contacto en cuña en el lado cónico de las ranuras, como sigue siendo el caso. El estilo ovalado de junta de anillo era la única opción para las bridas de menos de 6". Las bridas de 6" y más tenían una ranura de fondo plano que podía utilizar juntas de anillo ovaladas u octogonales.
A lo largo de los años se fueron introduciendo cambios gradualmente, de forma que cuando se publicó la edición de 1957 de la norma ASA B16.20, el único perfil de ranura era el de fondo plano, y se disponía de juntas anulares octogonales para todos los tamaños. Este cambio permitió utilizar la junta ovalada u octogonal en las instalaciones nuevas (o readaptadas), mientras que la junta ovalada seguía siendo necesaria en las aplicaciones existentes que tenían el diseño de ranura anterior. Sin duda, el hecho de que la junta octogonal no pudiera utilizarse en algunas de las bridas preexistentes fue un obstáculo para su aceptación.
Ambas juntas sellan encajándose firmemente en los lados de la ranura al comprimirse. Sin embargo, la junta octogonal tiene una superficie de contacto de sellado más amplia, ya que todo el borde cónico de 23 grados del anillo de la junta está en contacto con la cara de la ranura de acoplamiento. (Véase el dibujo).
Aunque en general se reconoce que la junta anular octogonal es un diseño superior que ofrece mayor eficacia de sellado y fiabilidad, las juntas ovaladas siguen representando alrededor del 90% del mercado. Los tres factores que más probablemente explican este sorprendente hecho son:
Las deficiencias de la junta ovalada surgen principalmente de su pequeño punto de contacto con la ranura de la brida. La sección transversal oval genera un anillo de contacto de un solo punto con la brida. La estrechez de este contacto da lugar a fuerzas de asiento muy elevadas. Aunque se supone que la junta es más blanda que el material de la brida, tanto la junta como la brida sufren cierta deformación como resultado. Esta deformación continúa hasta que se soporta la carga de la junta. Aunque esto funciona bien la primera vez, y puede que incluso la segunda y la tercera, con el tiempo la brida se endurece por el trabajo. endurecida por el trabajo y deformadalo que dificulta una buena conformación de la junta posterior. En última instancia, esto aumenta el potencial de fugas. En la siguiente imagen, se aprecian claramente los daños en la ranura (deformación "acuñada"), resultado de las elevadas cargas de asiento que genera una junta de anillo ovalado.

Si se instala una junta incorrecta -una que sea más dura que la brida- este daño en la brida se agrava enormemente.
Al no depender de un anillo de contacto de un solo punto (como hace la ovalada), la junta octogonal sella de forma mucho más fiable que la ovalada, y es mucho menos sensible a los pequeños defectos e imperfecciones de la superficie de asiento. Dicho esto, los fabricantes recomiendan que las ranuras se mecanicen a 63 RMS, sea cual sea el tipo utilizado.
La mayor ventaja de la junta octogonal es que se conocen las dimensiones exactas de la zona de asiento, lo que permite al usuario calcular los valores exactos de par de apriete que darán como resultado una tensión de asiento de la junta específica y específica. Esto permite al usuario establecer protocolos de atornillado más eficaces que pueden ayudar, por un lado, a garantizar una tensión suficiente de la junta para evitar fugas y, por otro, a evitar un apriete excesivo de la brida, con el consiguiente riesgo de que cedan los espárragos, gire la brida o se dañe la superficie de la junta.
Muchos de nuestros clientes, en su esfuerzo por mejorar la fiabilidad de la estanquidad en todas las uniones atornilladas, están estableciendo protocolos de atornillado basados en la tensión de asiento de las juntas. Al cambiar a juntas octogonales, estos clientes pueden incluir ahora toda la clase de bridas de junta anular en el mismo programa.
Conclusiones: LGG Industrial fomenta el uso de juntas anulares octogonales.
Los términos "coeficiente de fricción" y "factor de tuerca" se utilizan con frecuencia cuando se habla de juntas y, en particular, de la compresión de juntas entre bridas. Esto se debe a que la compresión de la junta se consigue con mayor frecuencia mediante la aplicación de la carga del espárrago que se genera al apretar una tuerca. Así, [ 1] al girar una tuerca [2] se estira el espárrago, lo que crea una [3 ] carga de compresión sobre la junta.
La capacidad de sellado de la junta a largo plazo depende completamente de la tensión de la junta, y los mejores programas de sellado se centran en tensiones muy específicas de la junta. Pero para poder saber si la junta se está cargando realmente hasta el objetivo especificado, debemos ser capaces de definir la relación entre la fuerza aplicada al girar la tuerca y la cantidad de tensión generada en el espárrago.
Al deslizar una superficie sobre otra, la cantidad de fuerza necesaria depende del arrastre por fricción. Deslizar un bloque de hielo sobre una placa de acero requiere mucha menos fuerza que un fardo de heno que pese lo mismo. La relación entre la fuerza necesaria para mover un objeto sobre otra superficie y la presión entre esas superficies se denomina coeficiente de fricción. Como el hielo es mucho más resbaladizo que el heno, el Coeficiente de Fricción es mucho menor.
El uso de un producto antigripante en uniones atornilladas facilita el desplazamiento de una superficie metálica sobre otra. Los fabricantes de estos productos determinan experimentalmente el Coeficiente de Fricción impartido por ese producto cuando se utiliza entre materiales de fijación específicos. Este coeficiente de fricción suele aparecer en el envase o en los boletines técnicos del producto.
En la simple acción de girar una tuerca sobre un espárrago, se producen una serie de interacciones en las que interviene el coeficiente de fricción. El punto de mayor "resistencia" es donde la superficie de la tuerca gira contra la superficie fija de la brida. Obviamente, a medida que aumenta la carga sobre el espárrago, aumenta la presión en esta interfaz tuerca/brida, lo que requiere más fuerza para deslizar una superficie sobre la otra. Este requisito de fuerza viene definido por el Coeficiente de Fricción.
Asimismo, tanto el espárrago como la tuerca tienen superficies roscadas que se deslizan una contra otra. Estas roscas son simplemente pendientes enrolladas, que pueden visualizarse como dos planos inclinados que se deslizan uno junto al otro. El coeficiente de fricción define la cantidad de fuerza necesaria para mover esos planos uno respecto del otro, pero las ecuaciones que describen esta interacción deben tener en cuenta el diámetro de paso de las roscas y el ángulo helicoidal de los planos inclinados perpendiculares al eje del espárrago.
El par de apriete total necesario para alcanzar la tensión necesaria del espárrago es una suma del par de apriete necesario debido a la interfaz tuerca/brida y el par de apriete necesario debido a las interacciones de la rosca. Y aunque pueden calcularse valores de par muy precisos utilizando este enfoque detallado, requiere un conjunto de ecuaciones bastante complejo para hacerlo. Afortunadamente, existe un enfoque mucho más sencillo que ofrece resultados muy fiables.
El factor de tuerca (K) combina la geometría de la rosca, el paso, la fricción en la cara de la tuerca y la fricción en las roscas en un valor global. Esto nos permite escribir una ecuación muy sencilla para describir la relación entre el par en la tuerca y la carga desarrollada por el espárrago. Esa ecuación es:
Par (pies.lb.) = Carga (libras) x Tamaño nominal del espárrago (pulgadas) x Factor de tuerca / 12
Aunque es menos completa que las ecuaciones construidas en torno al uso del coeficiente de fricción, esta ecuación ofrece muy buenos resultados para los elementos de fijación estándar utilizados en las industrias de procesos.
Así que el par de torsión necesario para generar 50.000 libras de carga en un espárrago de 1-1/8", utilizando un antiadherente con un factor de tuerca de 0,17 sería:
Par (ft.lb.) = 50.000 (libras) x 1,125 (pulgadas) x 0,17 / 12 = 797 ft.lb.
El Factor de Tuerca (que no tiene unidades) lo determina experimentalmente el fabricante del antiadherente, y suele oscilar entre 0,15 y 0,20.
Tanto el coeficiente de fricción como el factor de tuerca se refieren a la resistencia por fricción en una unión atornillada. Sin embargo, no son lo mismo y no pueden utilizarse indistintamente. Lamentablemente, estos términos se confunden a menudo y los valores se utilizan en ecuaciones erróneas, dando resultados inexactos.
Tanto el Coeficiente de Fricción como el Factor de Tuerca son determinados por el fabricante, y el usuario final debe asegurarse de que entiende qué valor se está informando.
Por regla general, el coeficiente de fricción es del orden de 0,04 MENOS QUE el Factor de Tuerca, y oscila entre 0,11 y 0,16.
LGG Industrial utiliza el Factor de Tuerca para convertir el par en tensión en todas nuestras hojas de cálculo, incluido el Libro de Trabajo de Juntas de Intercambiador.
A primera vista, la práctica de aislar las bridas parece tener varias ventajas claras. Aislar las bridas
Aunque estas razones parecen convincentes, pasan por alto el punto central. La función más importante de una junta de estanqueidad es evitar las fugas. Si se considera desde el punto de vista de esta función principal, queda claro que los efectos negativos de las bridas aislantes superan los beneficios aparentes.
Está claro que la práctica de aislar las bridas inclina la balanza a favor de la aparición de más fugas. Así que, como norma general, no se deben aislar las bridas.
Pero, ¿qué ocurre con la seguridad de los trabajadores?
Si el objetivo principal del aislamiento propuesto es la protección del personal, ese objetivo puede alcanzarse mediante otros métodos que no afecten al equilibrio térmico de la brida. Por ejemplo, Chevron utiliza protecciones de metal expandido que evitan el contacto accidental con la brida, al tiempo que permiten la libre circulación del aire.
Aislar las bridas no sólo hará más probable que sufra fugas, sino que también evitará que se dé cuenta de esas fugas cuando se produzcan, que es cuando más fácilmente se pueden reducir.
Conclusión: Nuestra posición en ERIKS es que, como norma general, las bridas no deben aislarse.
Pittsburgh, Pennsylvania - ERIKS North America (ERIKS NA), distribuidor líder en el mercado industrial, se complace en anunciar la promoción de Daron Steinmann a Director de Industria Clave de Refino y Petroquímica.
Con más de 23 años de experiencia en la industria, Daron ha pasado los últimos 20 años en ERIKS NA, inicialmente como Representante de Ventas Externas durante ocho años, luego pasando a un papel de Gerente de Sucursal durante dos años, y finalmente sirviendo como Especialista de Producto durante los últimos cinco años.
Cuando se le preguntó por su ascenso, Daron declaró: "Estoy encantado de tener la oportunidad de seguir avanzando en el negocio del refino y la petroquímica y de dirigir un equipo tan altamente cualificado de profesionales del sector."
Terry Subia, Vicepresidente de Mercados Clave de ERIKS NA, declaró: "Estamos impacientes por ver a Daron continuar haciendo crecer nuestros sectores de refino y petroquímica. La experiencia de Daron en el sector y su permanencia en ERIKS NA hacen que encaje perfectamente en este puesto."
ERIKS North America felicita a Daron Steinmann por su ascenso y espera que tenga éxito como Director de Industria Clave de Refino y Petroquímica.
Acerca de ERIKS North America:
ERIKS North America, una empresa de cartera de LKCM Headwater Investments, es un distribuidor líder de soluciones de transporte de fluidos y materiales para clientes industriales. Nuestras soluciones técnicas y servicios mantienen a nuestros clientes en funcionamiento, reducen el tiempo de inactividad y el coste total de propiedad.
Contacto:
Lauren Shaffer, especialista en marketing digital
412-925-7390
Pittsburgh, Pennsylvania - ERIKS North America (ERIKS NA), distribuidor líder en el mercado industrial, se complace en anunciar el ascenso de Terry Subia a Vicepresidente de Mercados Clave.
Con más de 35 años de experiencia en ventas en el sector industrial, Terry ha sido un miembro inestimable del equipo ERIKS durante los últimos 18 años, desempeñando el cargo de Director Industrial durante los dos últimos años.
"Estamos encantados de anunciar el merecido ascenso de Terry a Vicepresidente de Mercados Clave", dijo Jeff Crane, CEO de ERIKS Norteamérica. "Su amplia experiencia y conocimientos en el mercado industrial lo convierten en la persona perfecta para este puesto. Estamos seguros de que las sólidas habilidades de liderazgo de Terry, combinadas con su enfoque centrado en el cliente, nos guiarán en la consecución de nuestros objetivos de crecimiento y en el fortalecimiento de nuestras relaciones con los clientes clave."
En su nuevo puesto, Terry supervisará a un equipo de profesionales altamente cualificados. La colaboración y experiencia de este equipo reforzará aún más las capacidades de ERIKS NA para servir a nuestros valiosos clientes.
Al hablar de su ascenso, Terry Subia expresó su gratitud y emoción: "Es un honor para mí asumir este nuevo cargo en la empresa. Me apasiona crear asociaciones sólidas con nuestros clientes e impulsar el crecimiento orgánico. Estoy deseando trabajar estrechamente con el equipo para ofrecer un valor excepcional y soluciones que satisfagan las necesidades cambiantes de nuestros clientes."
ERIKS Norteamérica felicita a Terry Subia por su merecido ascenso y espera seguir cosechando éxitos y creciendo bajo su liderazgo en el puesto de Vicepresidente de Mercados Clave.
Acerca de ERIKS North America:
ERIKS North America, una empresa de cartera de LKCM Headwater Investments, es un distribuidor líder de soluciones de transporte de fluidos y materiales para clientes industriales. Nuestras soluciones técnicas y servicios mantienen a nuestros clientes en funcionamiento, reducen el tiempo de inactividad y el coste total de propiedad.
Contacto:
Lauren Shaffer, especialista en marketing digital
412-925-7390
Pittsburgh, Pennsylvania - ERIKS North America (ERIKS NA), distribuidor líder de soluciones industriales, se complace en anunciar el nombramiento de Mike Deery como Vicepresidente/Director General de su Región Oeste.
En este puesto, Mike dirigirá nuestro equipo de ventas en la zona oeste de Estados Unidos y se centrará en impulsar el crecimiento de la organización.
Anteriormente, Mike ocupó el cargo de Vicepresidente y Director General de la Unidad de Negocio de Servicios Públicos, Comunicaciones y Transporte de Hexagon Safety and Infrastructure, donde supervisó todos los aspectos del negocio: ventas, desarrollo empresarial, tecnología, desarrollo de productos, marketing, operaciones, servicios e instalaciones. Mike aporta una sólida experiencia en la distribución de suministros industriales, ya que ha pasado cerca de 10 años en WW Grainger dirigiendo equipos de alto rendimiento en el desarrollo de nuevos negocios, Cuentas Corporativas (Cuentas Clave), y como Vicepresidente Regional del Noreste de EE.UU.. Mike también dirigió un equipo senior de ventas estratégicas de Gestores de Cuentas Nacionales (Cuentas Clave) en todo EE.UU. en FleetPride, un distribuidor de piezas para camiones pesados.
"Estamos encantados de dar la bienvenida a Mike al equipo de ENA como VP/GM de la Región Oeste", dijo Jeff Crane, CEO de ERIKS North America. "Sus excepcionales habilidades de liderazgo, conocimiento de la industria y mentalidad estratégica lo convierten en una valiosa incorporación a nuestra organización. Estamos seguros de que Mike contribuirá significativamente al continuo crecimiento y éxito de nuestra compañía."
Al comentar su nuevo cargo, Mike dijo: "Estoy deseando centrarme en la Región Oeste de ERIKS Norteamérica y continuar el enfoque de la organización en el crecimiento y el compromiso con los clientes."
ERIKS North America se enorgullece de dar la bienvenida a Mike Deery al equipo y espera sus contribuciones en su nuevo cargo como Vicepresidente/Gerente General de nuestra Región Oeste.
Acerca de ERIKS North America:
ERIKS North America, una empresa de cartera de LKCM Headwater Investments, es un distribuidor líder de soluciones de transporte de fluidos y materiales para clientes industriales. Nuestras soluciones técnicas y servicios mantienen a nuestros clientes en funcionamiento, reducen el tiempo de inactividad y el coste total de propiedad.
Contacto:
Lauren Shaffer, especialista en marketing digital
412-925-7390
Uno de los errores más frecuentes al hablar de fuerzas es utilizar indistintamente las palabras "carga" y "tensión", como si significaran lo mismo. No es así.
En pocas palabras:
CARGA es en libras; ESFUERZO en libras por pulgada cuadrada.
Hay dos elefantes: uno en zapatillas de deporte y otro con tacones de aguja. Ambos elefantes pesan lo mismo. Sin embargo, a medida que se acercan al abrevadero, la elefanta con tacones de aguja empieza a tener problemas, ya que sus tacones no dejan de hundirse en el suelo. ¿Por qué?
Bueno, como pesan lo mismo, sabemos que la cantidad total de carga (libras) que ejercen sobre el suelo es exactamente la misma. Sin embargo, el elefante más guapo (el de los tacones) concentra esa carga en un área mucho más pequeña (libras por pulgada cuadrada), por lo que la tensión en el suelo es mucho mayor donde ella pisa.
En el mundo de los equipos y las juntas, Load y tensiones entran en juego tanto con los espárragos como con las juntas.
STUDS
El límite de los espárragos siempre se indica en términos de tensión. Si consulta la pestaña "Datos de los espárragos" en el libro de trabajo de la junta del intercambiador, encontrará una tabla con el "límite elástico" de los distintos materiales de los espárragos. Este valor es una tensión y se da en libras por pulgada cuadrada, o "psi". Verá que todos los espárragos B7 de hasta 2-1/2" de diámetro tienen un límite elástico mínimo de 105.000 psi.
Tomemos dos espárragos, uno de 5/8" y otro de 1-3/4", y veamos cómo se relacionan en términos de tensión y carga. Dado que ambos son de material B7 y tienen un diámetro inferior a 2-1/2", pueden someterse a una tensión de 105.000 libras por pulgada cuadrada. Imagina estos espárragos atornillados a una viga en I pesada en un extremo, con una tuerca especial con una horquilla en el otro extremo, como se muestra en este dibujo.
¿Cuánto peso (carga) tendríamos que colgar de cada una de las horquillas para alcanzar una tensión de 50.000 psi en el montante? Evidentemente, el montante más grande necesitará mucho más peso para alcanzar la misma tensión.
La relación entre tensión y carga en un espárrago viene determinada por el "área de tensión de tracción" del espárrago. Se trata del área efectiva de la sección transversal del espárrago en tensión. La tensión dentro del espárrago es igual a la carga total sobre el espárrago dividida por el área de tensión de tracción:
Esfuerzo = Carga / Esfuerzo de tracción Área
y:
Carga = Esfuerzo * Esfuerzo de tracción Área
Dado que la "carga" se expresa en libras y el "área de tensión de tracción" en pulgadas cuadradas, las unidades de tensión son libras por pulgada cuadrada.
El área de tensión de tracción del espárrago se puede encontrar en la página "Datos del espárrago" del libro de trabajo de la junta del intercambiador. Buscando los espárragos de nuestro ejemplo, encontramos que el área de tensión de tracción del espárrago de 5/8" es de 0,226 pulgadas cuadradas, mientras que el área de tensión de tracción del espárrago de 1-3/4" es de 2,081 pulgadas cuadradas. A partir de las ecuaciones anteriores podemos calcular:
Para el espárrago de 5/8": 50.000 * 0,226 = 11.300 libras
Para el espárrago de 1-3/4": 50.000 * 2,081 = 104.050 libras
Por lo tanto, tendríamos que colgar casi 10 veces más peso del poste más grande sólo para tener la misma tensión que el poste más pequeño. Dicho de otro modo, la tensión es la misma, pero la carga es mayor porque la sección transversal del travesaño es mucho mayor.
Al considerar las aplicaciones de juntas, casi siempre tenemos que pensar en términos de tensión de la junta: la compresión en libras por pulgada cuadrada sobre la junta. Sin embargo, la tensión de la junta siempre procede de la tensión del espárrago. Para pasar de una a otra, debemos seguir los siguientes pasos:
Esta sencilla conversión de tensión de espárrago a carga de espárrago, y viceversa, de carga de espárrago a tensión de junta, se convierte en algo natural cuando trabajamos con problemas de sellado de juntas.