PITTSBURGH-ERIKS North America (ENA) a annoncé l'acquisition des actifs de Branham Corporation (Branham), un important fabricant et distributeur de tuyaux industriels, de joints, de bandes transporteuses et de services connexes.
Fondée à Louisville, KY, en 1973 sous le nom de Branham-Mingis par feu William E. Branham et Stephen Mingis, Branham s'est développée au cours des cinq dernières décennies pour inclure cinq usines de fabrication/distribution et huit points de vente couvrant les régions du Midwest et de la côte du Golfe des États-Unis. Forte d'une équipe de plus de 100 professionnels hautement qualifiés, Branham est devenue synonyme de qualité et d'excellence du service dans l'industrie.
Doug Branham, qui restera dans l'entreprise en tant que coprésident, s'est exprimé sur la transaction. "L'ENA convient parfaitement à notre entreprise. En tirant parti de la taille de l'ENA, nous avons la possibilité de proposer nos produits et services de pointe dans des domaines où nous n'aurions pas pu espérer aller seuls. L'avenir de nos associés a toujours été au centre de nos préoccupations et nous savons que les avantages offerts par l'ENA et la culture qui y règne créeront un endroit idéal pour que nos associés poursuivent leur important travail. Alors que nous célébrons notre 50ème année à résoudre des problèmes pour nos clients, nous ne pourrions être plus heureux des perspectives pour les 50 prochaines années".
Steve Mingis, l'autre coprésident de Branham, a ajouté : "À un moment donné, chaque entreprise doit réfléchir à ce qu'il faut faire pour passer au niveau supérieur. Doug et moi avons immédiatement su que notre alignement avec l'ENA était la solution idéale pour nos employés et la croissance future de notre entreprise".
Jeff Crane, PDG d'ERIKS North America, s'est exprimé sur la finalisation de l'acquisition en déclarant : "Doug Branham et Steve Mingis, ainsi que leurs associés dévoués, ont construit une organisation puissante qui résout les problèmes techniques de leurs clients. Branham apporte une expansion géographique et des capacités uniques en matière de produits et de services qui s'alignent parfaitement sur notre engagement à fournir des solutions et des services de premier ordre à nos clients nord-américains, dont le nombre ne cesse de croître. Nous sommes ravis d'accueillir tous les associés de Branham au sein de notre grande entreprise et nous nous réjouissons de travailler en étroite collaboration avec eux alors que nous mettons nos marques, nos capacités et notre portée géographique uniques à l'œuvre... ensemble.
Notre objectif à long terme a toujours été de réaliser une croissance organique supérieure à celle du marché. L'annonce d'aujourd'hui n'est que l'exemple le plus récent de la relance de notre moteur de croissance inorganique. Nous restons déterminés à mener à bien cette double stratégie de croissance pour les années à venir".
À propos d'ERIKS North America (ENA) :
Société de portefeuille de LKCM Headwater Investments, ENA est l'un des principaux distributeurs de solutions de manutention des fluides, d'étanchéité et de transport des matériaux pour les clients industriels dans toute l'Amérique du Nord. Nos solutions techniques et nos services permettent à nos clients de continuer à fonctionner, de réduire les temps d'arrêt et de minimiser le coût total de possession.
L'étanchéité des centaines de bouchons d'un échangeur Fin-Fan typique est devenue de plus en plus problématique au fur et à mesure que les exigences en matière d'émissions devenaient de plus en plus strictes. Pour résoudre ce problème, nous proposons un joint de bouchon à face graphitée Kam Profile (dentelé) qui garantit à l'utilisateur final d'atteindre le niveau d'étanchéité requis.
Ce joint utilise le même fer doux que les joints de bouchons OEM. Après avoir usiné les dentelures selon les spécifications de l'industrie, nous ajoutons à chaque surface des revêtements de graphite d'une épaisseur de 0,015" et d'une densité de 70 livres. Il en résulte un joint stable, résistant aux températures élevées, facile à installer et à étancher. Il permet non seulement d'éviter les fuites, mais aussi de minimiser les temps d'arrêt et d'éliminer le grippage des filetages, car il fournit un joint étanche au gaz à des couples d'installation plus faibles.
Matériau du noyau : Fer doux ou acier au carbone de 1/16" fourni par l'OEM. (Tolérance du fabricant sur l'épaisseur +/- 0,003")
Revêtements en graphite: Graphite APX2 de 0,015" d'épaisseur, résistant à l'oxydation, densité de 70 livres.
Épaisseur résultante: Nominal 0.090"
Tolérances dimensionnelles: +/- .010"
Température nominale: 900F
Contrainte d'assise minimale recommandée: 10 000 psi
Dans le cadre des "meilleures pratiques", nous recommandons l'utilisation de nouveaux goujons à chaque fois qu'un joint d'échangeur de chaleur est réassemblé.
Pour une entreprise qui nettoie et réutilise régulièrement les goujons, cette recommandation d'utiliser des goujons neufs peut sembler un peu exagérée. Pourquoi utiliser des goujons neufs alors que les goujons usagés ont encore l'air neufs ? Ne s'agit-il pas d'un gaspillage d'argent insensé ? Pourquoi jeter un goujon en parfait état ? À l'heure du recyclage, ne vaut-il pas mieux réutiliser que remplacer?
Vous vous souvenez de l'adage "On ne juge pas un livre à sa couverture" ? En voici un exemple parfait : on ne peut pas juger un goujon sur son apparence. Il est vrai que les goujons usagés peuvent être nettoyés. Ils peuvent même être brossés pour avoir l'air neufs. Mais l'apparence d'un goujon n'est pas le plus important de ses attributs. Ce qui est le plus important, c'est sa performance. Et les données montrent que la résistance au frottement d'un goujon usagé est très imprévisible.
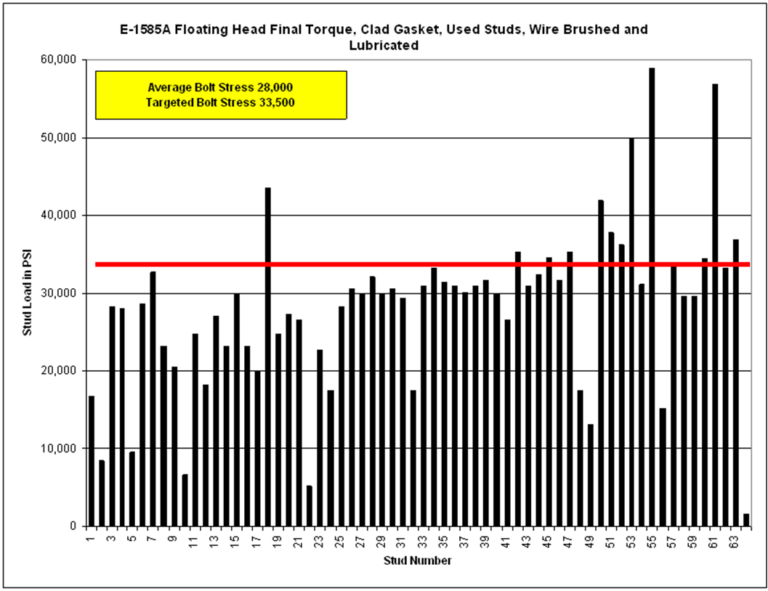
Il y a plusieurs années, Chevron a réalisé un essai sur le terrain pour étudier cette question. Parmi les centaines d'échangeurs de chaleur de sa raffinerie d'El Segundo se trouvent les échangeurs de chaleur "jumeaux" E-1585A et E-1585B, identiques en tous points. Le jour du test, ils ont remplacé le joint de la tête flottante de chaque échangeur et ont resserré la connexion. Comme il n'y a pas assez de place sur la tête flottante, aucune rondelle trempée n'a été utilisée. Pour le reste, les meilleures pratiques ont été appliquées : tout a été lubrifié correctement et une clé dynamométrique calibrée a été utilisée sur les deux échangeurs. La seule différence entre les modèles E-1585A et E-1585B était l'état des goujons. Des goujons et des écrous neufs ont été utilisés sur le modèle E-1585B. Sur l'autre, E-1585A, les goujons ont été réutilisés après avoir été nettoyés et brossés à la brosse métallique pour les remettre dans un état "comme neuf". Après le serrage, ils ont mesuré la contrainte réelle exercée sur les goujons - et les résultats sont ceux que vous voyez dans les tableaux ci-joints.
Le premier graphique montre les résultats pour les goujons utilisés dans l'étude E-1585A. Le tableau inclus dans le graphique montre que la contrainte moyenne sur les goujons était de 28 000 psi, soit 16,4 % de moins que la contrainte ciblée de 33 500 psi. Mais la contrainte "moyenne" sur les goujons ne dit pas tout, car la dispersion (la différence d'un goujon à l'autre) est de 10 pour 1 ! Même si les goujons étaient bien nettoyés et bien lubrifiés, il était impossible de prédire la charge générée par un couple spécifique.
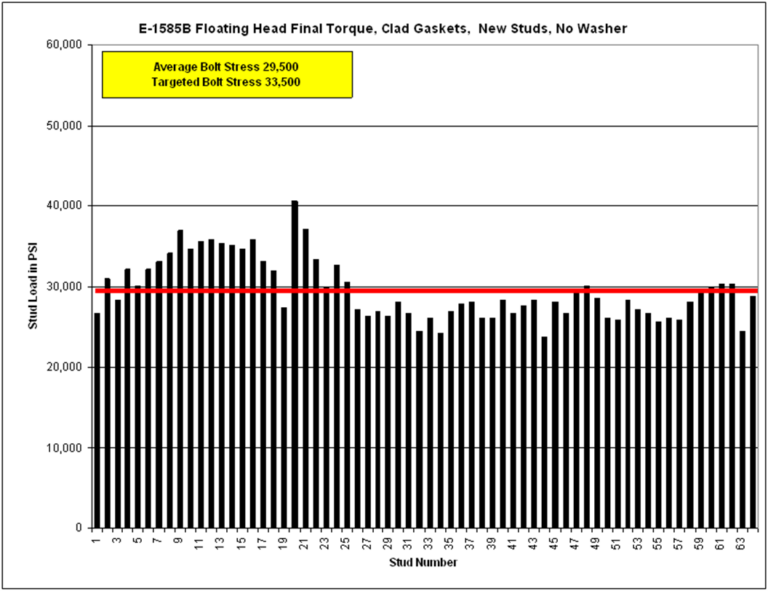
Le deuxième graphique montre une nette amélioration. La charge moyenne des plots ne s'écarte plus que de 12 % de la charge souhaitée. Plus important encore, la dispersion a été considérablement réduite - la plupart des charges se situent dans une fourchette de 10 à 15 % par rapport à la moyenne, et l'écart entre la charge la plus faible et la charge la plus élevée a été réduit de 83 % !
N'oubliez pas que ces résultats ont été obtenus sans l'utilisation de rondelles trempées sous l'écrou rotatif. Il est très probable que l'utilisation de rondelles trempées pour réduire le frottement au niveau de la face de la bride aurait réduit encore davantage la dispersion et aurait rapproché la charge moyenne du goujon de la charge projetée. Cependant, même si ces résultats ne sont pas "parfaits", ils sont certainement "raisonnables".
Pourquoi cette question est-elle cruciale ?
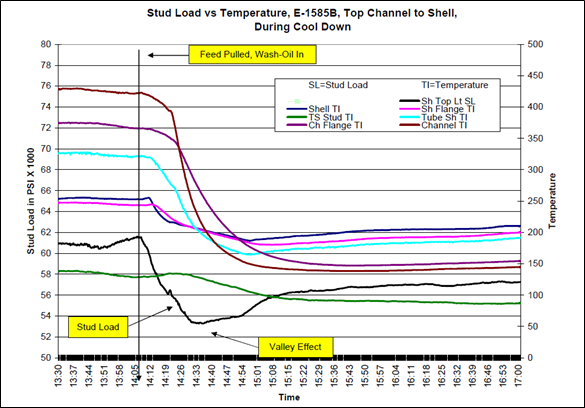
Chevron a prouvé, après des années de recherche, qu'outre l'utilisation d'un type de joint optimal, le secret de l'étanchéité à long terme dans les échangeurs de chaleur dépend de la manière dont on gère la relaxation dans le joint. Pour gérer la relaxation, il est essentiel de charger le joint afin d'obtenir une contrainte d'assise élevée. Cette opération doit être effectuée de manière fiable à une valeur élevée et prédéterminée.
Ainsi, si un ingénieur détermine qu'un joint a besoin d'une contrainte d'assise de 20 000 psi pour garantir une fiabilité à long terme - et qu'un couple de 600 ft-lbs (par exemple) est nécessaire pour atteindre cette charge - il doit pouvoir compter sur le fait que lorsque les goujons sont serrés à 600 ft-lbs, ils génèrent effectivement la contrainte de boulon qu'il anticipe.[1]
Et c'est là le problème des goujons usagés. En raison du laminage et du grippage quasi microscopiques des surfaces filetées, le goujon ne convertit plus le couple en contrainte de manière prévisible. La relation entre le couple du boulon et la charge du joint est rompue. C'est pourquoi Chevron exige l'utilisation de nouveaux goujons chaque fois qu'un joint d'échangeur est ouvert.
Il existe quelques exceptions à cette règle, et Chevron les reconnaît dans ses normes. Tout d'abord, si un goujon est tendu (et non serré), il est possible de le réutiliser, car le couple de serrage n'entre pas en ligne de compte. Deuxièmement, si une personne est prête à tarauder les filets des goujons et des écrous avec un taraud et une filière - ce qui permet de renouveler les filets - elle peut réutiliser les fixations en toute sécurité.
On avance parfois l'argument selon lequel les goujons usagés sont meilleurs que les goujons neufs parce qu'ils ont été trempés. La réponse simple à cet argument est que l'écrouissage n'a pas d'importance. Ce qui compte, c'est la capacité du goujon à fournir un effort prévisible prévisible au joint - car c'est ainsi que l'on obtient une performance sans fuite.
La preuve de cette approche est facilement démontrée par l'expérience de Chevron. Au cours de la dernière décennie, elle a réalisé ce que beaucoup considéraient comme impossible : elle a éliminé les fuites des échangeurs dans ses raffineries. L'utilisation de nouveaux goujons pour optimiser la charge du joint est un élément important des solutions employées pour atteindre cet objectif.
[1] Pour une discussion plus complète sur l'importance de cibler des contraintes spécifiques au siège du joint plutôt que des contraintes spécifiques au goujon, voir la note technique intitulée Contrainte de l'axe de fixation ou contrainte du joint ? Atteindre la bonne cible.

L'American Petroleum Institute (API) a publié pour la première fois sa norme sur les joints annulaires et les brides à joint annulaire (API Specification 6B) en juin 1936. Cette norme (qui a été adoptée par l'American Standards Association dans l'édition de 1939 de la norme ASA B16e) prévoyait deux profils de rainure différents pour les brides à joint annulaire. Les brides de moins de 6" avaient une gorge à fond rond et ne pouvaient utiliser que des anneaux ovales. Notez que la bague n'était pas en contact avec le fond de la rainure, mais qu'elle était en contact avec le côté conique des rainures, comme c'est encore le cas aujourd'hui. Le joint annulaire ovale était la seule option pour les brides de moins de 6". Les brides de 6" et plus avaient une gorge à fond plat et pouvaient utiliser des joints annulaires ovales ou octogonaux.
Au fil des ans, des changements ont été progressivement introduits, de sorte que lorsque l'édition 1957 de la norme ASA B16.20 a été publiée, le seul profil de rainure était celui à fond plat, et des joints à anneau octogonaux étaient disponibles pour toutes les tailles. Ce changement a permis d'utiliser le joint ovale ou octogonal dans les nouvelles installations (ou dans les installations rénovées), alors que le joint ovale était toujours nécessaire dans les applications existantes qui avaient l'ancien profil de rainure. Il ne fait aucun doute que l'impossibilité d'utiliser le joint octogonal dans certaines des brides préexistantes a constitué un obstacle à son acceptation.
Les deux joints assurent l'étanchéité en se calant fermement sur les côtés de la rainure lorsqu'ils sont comprimés. Cependant, le joint octogonal présente une surface de contact plus large, car l'ensemble du bord conique à 23 degrés de la bague du joint est en contact avec la face de la rainure d'accouplement. (Voir le dessin).
Bien qu'il soit généralement reconnu que le joint octogonal est un modèle supérieur qui offre une efficacité d'étanchéité et une fiabilité accrues, les joints ovales représentent encore environ 90 % du marché. Les trois facteurs qui expliquent le plus probablement ce fait surprenant sont les suivants :
Les déficiences du joint ovale proviennent principalement de son petit point de contact avec la gorge de la bride. La section transversale ovale génère un anneau de contact à point unique avec la bride. L'étroitesse de ce contact entraîne des forces d'appui très élevées. Bien que le joint soit censé être plus souple que le matériau de la bride, tant le joint que la bride subissent une certaine déformation. Cette déformation se poursuit jusqu'à ce que la charge du joint soit supportée. Bien que cela fonctionne bien la première fois - et peut-être même la deuxième et la troisième - la bride finit par devenir à la fois durcie par le travail et déforméeIl est donc difficile d'obtenir une bonne conformation du joint suivant. En fin de compte, cela augmente le risque de fuites. Sur l'image suivante, les dommages causés à la rainure (déformation par "coincement") sont clairement visibles - résultat des charges d'assise très élevées générées par un joint à anneau ovale.

Si un joint incorrect est installé - un joint plus dur que la bride - cette détérioration de la bride est fortement exacerbée.
Comme il ne repose pas sur un anneau de contact à point unique (comme le fait le joint ovale), le joint octogonal assure une étanchéité beaucoup plus fiable que le joint ovale, et il est beaucoup moins sensible aux défauts et imperfections mineurs de la surface d'appui. Cela dit, les fabricants recommandent que les rainures soient usinées à 63 RMS, quel que soit le type de joint utilisé.
Le plus grand avantage du joint octogonal est que les dimensions exactes de la zone d'assise sont connues, ce qui permet à l'utilisateur de calculer les valeurs de couple exactes qui entraîneront une contrainte d'assise du joint spécifique et ciblée. Cela permet à l'utilisateur de mettre en place des protocoles de boulonnage plus efficaces qui peuvent aider - d'une part - à garantir une contrainte suffisante sur le joint pour empêcher les fuites, tout en évitant - d'autre part - de trop serrer la bride, et donc de risquer de céder les goujons, de faire tourner la bride ou d'endommager la surface du joint.
Beaucoup de nos clients, dans leur effort pour améliorer la fiabilité de l'étanchéité de tous les assemblages boulonnés, établissent des protocoles de boulonnage basés sur la contrainte d'assise du joint. En optant pour des joints octogonaux, ces clients peuvent désormais intégrer toute la classe des brides à joint annulaire dans le même programme.
Conclusion : LGG Industrial encourage l'utilisation de joints octogonaux.
Les termes "coefficient de frottement" et "facteur d'écrou" sont tous deux fréquemment utilisés lorsqu'il est question de joints - en particulier, de l'écrasement des joints entre les brides. En effet, la compression du joint est le plus souvent réalisée par l'application d'une charge de goujon générée par le serrage d'un écrou. Ainsi, [1] le fait de tourner un écrou [2] étire le goujon, ce qui crée une [3] charge de compression sur le joint.
L'étanchéité à long terme du joint dépend entièrement de la contrainte exercée sur le joint, et les meilleurs programmes d'étanchéité ciblent des contraintes très spécifiques sur le joint. Mais pour savoir si le joint est réellement soumis à la contrainte spécifiée, nous devons être en mesure de définir la relation entre la force appliquée en tournant l'écrou et la quantité de contrainte générée dans le goujon.
Lors du glissement d'une surface sur une autre, la force nécessaire dépend de la résistance au frottement. Faire glisser un bloc de glace sur une plaque d'acier demande beaucoup moins de force qu'une balle de foin pesant le même poids. Le rapport entre la force nécessaire pour déplacer un objet sur une autre surface et la pression entre ces surfaces s'appelle le coefficient de frottement. La glace étant beaucoup plus glissante que le foin, le coefficient de frottement est beaucoup plus faible.
L'utilisation d'un produit anti-grippant dans les assemblages boulonnés facilite le déplacement d'une surface métallique sur une autre. Les fabricants de ces produits déterminent expérimentalement le coefficient de frottement transmis par le produit lorsqu'il est utilisé entre des matériaux de fixation spécifiques. Ce coefficient de frottement est souvent indiqué sur le bidon ou dans les bulletins techniques du produit.
La simple action de tourner un écrou sur un goujon entraîne un certain nombre d'interactions qui font intervenir le coefficient de frottement. Le point de frottement le plus élevé se situe à l'endroit où la surface de l'écrou tourne contre la surface fixe de la bride. Il est évident qu'à mesure que la charge sur le goujon augmente, la pression à l'interface écrou/bride augmente, ce qui nécessite une plus grande force pour faire glisser l'une des surfaces sur l'autre. Cette force nécessaire est définie par le coefficient de frottement.
De même, le goujon et l'écrou ont tous deux des surfaces filetées qui glissent l'une contre l'autre. Ces filetages sont simplement des pentes enroulées, que l'on peut visualiser comme deux plans inclinés qui glissent l'un sur l'autre. Le coefficient de frottement définit la force nécessaire pour déplacer ces plans l'un par rapport à l'autre, mais les équations qui décrivent cette interaction doivent tenir compte du diamètre primitif des filets et de l'angle hélicoïdal des plans inclinés perpendiculaires à l'axe du goujon.
Le couple total requis pour obtenir la contrainte nécessaire sur le goujon est la somme du couple requis par l'interface écrou/bride et du couple requis par les interactions entre les filets. Bien que cette approche détaillée permette de calculer des valeurs de couple très précises, elle nécessite un ensemble d'équations assez complexe. Heureusement, il existe une approche beaucoup plus simple qui donne des résultats très fiables.
Le facteur d'écrou (K) combine la géométrie du filetage, le pas, le frottement sur la face de l'écrou et le frottement sur les filets en une seule valeur globale. Cela nous permet d'écrire une équation très simple pour décrire la relation entre le couple sur l'écrou et la charge développée par le goujon. Cette équation est la suivante :
Couple (ft.lb.) = Charge (pounds) x Taille nominale du goujon (inches) x Facteur d'écrou / 12
Bien que moins complète que les équations basées sur l'utilisation du coefficient de frottement, cette équation donne de très bons résultats pour les fixations standard utilisées dans les industries de transformation.
Ainsi, le couple nécessaire pour générer une charge de 50 000 livres sur un goujon de 1-1/8", en utilisant un antigrippant avec un facteur d'écrou de 0,17, serait le suivant :
Couple (ft.lb.) = 50 000 (livres) x 1,125 (pouces) x 0,17 / 12 = 797 ft.lb.
Le facteur d'écrou (qui n'a pas d'unité) est déterminé expérimentalement par le fabricant de l'antigrippant et se situe généralement entre 0,15 et 0,20.
Le coefficient de frottement et le facteur d'écrou font tous deux référence à la résistance par frottement d'un assemblage boulonné. Cependant, il ne s'agit pas de la même chose et les termes ne peuvent pas être utilisés de manière interchangeable. Malheureusement, ces termes sont souvent confondus et les valeurs sont utilisées dans les mauvaises équations, ce qui donne des résultats inexacts.
Le coefficient de frottement et le facteur d'écrasement sont tous deux déterminés par le fabricant, et l'utilisateur final doit s'assurer qu'il comprend bien quelle valeur est indiquée.
En règle générale, le coefficient de frottement est de l'ordre de 0,04. MOINS QUE le facteur d'écrasement, et se situe entre 0,11 et 0,16.
LGG Industrial utilise le facteur d'écrou pour convertir le couple en contrainte dans toutes nos feuilles de calcul, y compris le classeur de joints d'échangeur.
À première vue, la pratique de l'isolation des brides semble présenter plusieurs avantages évidents. L'isolation des brides :
Bien que ces raisons semblent convaincantes, elles passent à côté de l'essentiel. La fonction la plus importante d'un joint d'étanchéité est d'empêcher les fuites. Si l'on considère cette fonction primaire, il devient évident que les effets négatifs des brides isolantes l'emportent sur les avantages apparents.
Il est clair que la pratique de l'isolation des brides fait pencher la balance en faveur de l'apparition d'un plus grand nombre de fuites. En règle générale, les brides ne doivent donc pas être isolées.
Mais qu'en est-il de la sécurité des travailleurs ?
Si le but premier de l'isolation proposée est la protection du personnel, cet objectif peut être atteint par d'autres méthodes qui n'ont pas d'impact sur l'équilibre thermique de la bride. Par exemple, Chevron utilise des protections en métal déployé qui empêchent tout contact accidentel avec la bride, tout en permettant la libre circulation de l'air.
L'isolation des brides ne va pas seulement augmenter les risques de fuites, mais elle va aussi vous empêcher de remarquer ces fuites dès qu'elles se produisent, c'est-à-dire au moment où il est le plus facile d'y remédier.
Conclusion : La position d'ERIKS est qu'en règle générale, les brides ne doivent pas être isolées.
Pittsburgh, Pennsylvanie - ERIKS North America (ERIKS NA), distributeur leader sur le marché industriel, a le plaisir d'annoncer la promotion de Daron Steinmann au poste de Key Industry Director of Refining & Petrochemical.
Avec plus de 23 ans d'expérience dans l'industrie, Daron a passé les 20 dernières années chez ERIKS NA, d'abord en tant que représentant des ventes externes pendant huit ans, puis en tant que directeur de succursale pendant deux ans, et enfin en tant que spécialiste des produits au cours des cinq dernières années.
Interrogé sur sa promotion, M. Daron a déclaré : "Je suis ravi d'avoir l'occasion de faire progresser les activités de raffinage et de pétrochimie et de diriger une équipe de professionnels de l'industrie aussi compétents".
Terry Subia, vice-président des marchés clés d'ERIKS NA, a déclaré : "Nous sommes impatients de voir Daron poursuivre le développement de nos secteurs du raffinage et de la pétrochimie. L'expérience de Daron dans l'industrie et son ancienneté au sein d'ERIKS NA font de lui un candidat idéal pour ce poste".
ERIKS North America félicite Daron Steinmann pour sa promotion et se réjouit de son succès en tant que directeur de l'industrie clé du raffinage et de la pétrochimie.
À propos d'ERIKS North America :
ERIKS North America, une société de portefeuille de LKCM Headwater Investments, est un distributeur de premier plan de solutions de transport de fluides et de matériaux pour les clients industriels. Nos solutions techniques et nos services permettent à nos clients de fonctionner, de réduire les temps d'arrêt et le coût total de possession.
Contact :
Lauren Shaffer, spécialiste du marketing numérique
412-925-7390
Pittsburgh, Pennsylvanie - ERIKS North America (ERIKS NA), l'un des principaux distributeurs sur le marché industriel, a le plaisir d'annoncer la promotion de Terry Subia au poste de vice-président des marchés clés.
Avec plus de 35 ans d'expérience commerciale dans le secteur industriel, Terry est un membre inestimable de l'équipe d'ERIKS depuis 18 ans, en tant que directeur industriel depuis deux ans.
"Nous sommes ravis d'annoncer la promotion bien méritée de Terry au poste de vice-président des marchés clés", a déclaré Jeff Crane, PDG d'ERIKS North America. "Sa grande expérience et son expertise du marché industriel font de lui le candidat idéal pour ce poste. Nous sommes convaincus que les solides compétences en leadership de Terry, associées à son approche centrée sur le client, nous aideront à atteindre nos objectifs de croissance et à renforcer nos relations avec nos principaux clients."
Dans ses nouvelles fonctions, Terry supervisera une équipe de professionnels hautement qualifiés. La collaboration et l'expertise de cette équipe renforceront les capacités d'ERIKS NA à servir ses clients.
À propos de sa promotion, Terry Subia a exprimé sa gratitude et son enthousiasme en déclarant : "C'est un honneur pour moi d'assumer ce nouveau rôle au sein de l'entreprise. Je suis passionné par l'établissement de partenariats solides avec nos clients et par la stimulation de la croissance organique. Je me réjouis de travailler en étroite collaboration avec l'équipe pour offrir une valeur exceptionnelle et des solutions qui répondent aux besoins évolutifs de nos clients."
ERIKS North America félicite Terry Subia pour sa promotion bien méritée et se réjouit de la poursuite du succès et de la croissance sous sa direction au poste de vice-président des marchés clés.
À propos d'ERIKS North America :
ERIKS North America, une société de portefeuille de LKCM Headwater Investments, est un distributeur de premier plan de solutions de transport de fluides et de matériaux pour les clients industriels. Nos solutions techniques et nos services permettent à nos clients de fonctionner, de réduire les temps d'arrêt et le coût total de possession.
Contact :
Lauren Shaffer, spécialiste du marketing numérique
412-925-7390
Pittsburgh, Pennsylvanie - ERIKS North America (ERIKS NA), l'un des principaux distributeurs de solutions industrielles, a le plaisir d'annoncer la nomination de Mike Deery au poste de vice-président/directeur général de la région Ouest.
Dans ce rôle, Mike dirigera notre équipe de vente dans l'ouest des États-Unis et se concentrera sur la croissance de l'organisation.
Auparavant, Mike a occupé le poste de vice-président et directeur général de l'unité commerciale Utilités, Communications et Transports chez Hexagon Safety and Infrastructure, où il a supervisé tous les aspects de l'entreprise, des ventes au développement commercial, en passant par la technologie, le développement de produits, le marketing, les opérations, les services et les installations. Mike possède une solide expérience dans la distribution de fournitures industrielles, puisqu'il a passé près de 10 ans chez WW Grainger à la tête d'équipes performantes dans le domaine du développement de nouvelles activités, des comptes d'entreprise (comptes clés) et en tant que vice-président de la région nord-est des États-Unis. Mike a également dirigé une équipe de vente stratégique composée de responsables de comptes nationaux (comptes clés) à travers les États-Unis chez FleetPride, un distributeur de pièces détachées pour poids lourds.
"Nous sommes ravis d'accueillir Mike au sein de l'équipe ENA en tant que VP/GM de la région Ouest", a déclaré Jeff Crane, PDG d'ERIKS North America. "Ses compétences exceptionnelles en matière de leadership, sa connaissance de l'industrie et son état d'esprit stratégique font de lui un ajout précieux à notre organisation. Nous sommes convaincus que Mike contribuera de manière significative à la croissance continue et au succès de notre entreprise."
Commentant son nouveau poste, Mike a déclaré : "Je suis impatient de me concentrer sur la région ouest d'ERIKS North America et de continuer à mettre l'accent sur la croissance et l'engagement envers les clients".
ERIKS North America est fière d'accueillir Mike Deery au sein de l'équipe et se réjouit de ses contributions dans son nouveau rôle de vice-président/directeur général de notre région Ouest.
À propos d'ERIKS North America :
ERIKS North America, une société de portefeuille de LKCM Headwater Investments, est un distributeur de premier plan de solutions de transport de fluides et de matériaux pour les clients industriels. Nos solutions techniques et nos services permettent à nos clients de fonctionner, de réduire les temps d'arrêt et le coût total de possession.
Contact :
Lauren Shaffer, spécialiste du marketing numérique
412-925-7390
L'une des erreurs les plus fréquentes lorsque l'on parle de forces est d'utiliser les mots "charge" et "contrainte" de manière interchangeable, comme s'ils signifiaient la même chose. Ce n'est pas le cas.
C'est simple :
CHARGE est exprimée en livres ; STRESS est exprimée en livres par pouce carré.
Il y a donc deux éléphants, l'un portant des baskets, l'autre des talons aiguilles. Les deux éléphants pèsent le même poids. Cependant, alors qu'elles s'approchent du point d'eau, l'éléphante en talons aiguilles commence à avoir des problèmes, car ses talons ne cessent de s'enfoncer dans le sol. Pourquoi ?
Comme ils pèsent le même poids, nous savons que la charge totale (en livres) qu'ils exercent sur le sol est exactement la même. Cependant, l'éléphant le plus beau (celui qui a des talons) concentre cette charge sur une surface beaucoup plus petite (livres par pouce carré), de sorte que la contrainte sur le sol est beaucoup plus élevée à l'endroit où il marche.
Dans le monde des équipements et des joints, Charge et contraintes entrent en jeu à la fois pour les goujons et les joints.
STUDS
La limite des goujons est toujours indiquée en termes de contrainte. Si vous consultez l'onglet "Stud Data" du Exchanger Gasket Workbook, vous trouverez un tableau indiquant la "limite d'élasticité" des différents matériaux utilisés pour les goujons. Cette valeur est une contrainte et est exprimée en livres par pouce carré, ou "psi". Vous constaterez que tous les goujons B7 jusqu'à un diamètre de 2-1/2" ont une limite d'élasticité minimale (nous verrons ce que cela signifie plus tard) de 105 000 psi.
Prenons deux goujons - l'un de 5/8" et l'autre de 1-3/4" - et examinons leur relation en termes de contrainte et de charge. Comme il s'agit de matériaux B7 et qu'ils ont tous deux un diamètre inférieur à 2-1/2", ils peuvent tous deux être soumis à une contrainte de 105 000 livres par pouce carré. Imaginez ces goujons vissés dans une lourde poutre en I à une extrémité, avec un écrou spécial muni d'une chape à l'autre extrémité, comme le montre ce croquis.
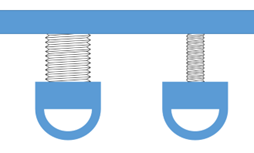
Quel poids (charge) devrions-nous suspendre à chacune des chapes afin d'atteindre une contrainte de 50 000 psi dans le goujon ? Il est évident que le goujon le plus grand devra supporter un poids beaucoup plus important pour atteindre la même contrainte.
La relation entre la contrainte et la charge dans un goujon est déterminée par la "zone de contrainte de traction" du goujon. Il s'agit de la section transversale effective du goujon en tension. La contrainte à l'intérieur du goujon est égale à la charge totale sur le goujon divisée par la zone de contrainte de traction :
Contrainte = Charge / Surface de contrainte de traction
et :
Charge = Contrainte * Surface de contrainte de traction
Étant donné que la "charge" est exprimée en livres et que la "zone de contrainte de traction" est exprimée en pouces carrés, les unités de contrainte sont les livres par pouce carré.
La zone de contrainte de traction du goujon peut être trouvée sur la page "Stud Data" du Exchanger Gasket Workbook. En examinant les goujons de notre exemple, nous constatons que la zone de contrainte de traction du goujon de 5/8" est de 0,226 pouce carré, tandis que la zone de contrainte de traction du goujon de 1-3/4" est de 2,081 pouces carrés. À partir des équations ci-dessus, nous pouvons calculer :
Pour le goujon de 5/8" : 50 000 * 0,226 = 11 300 livres
Pour le goujon de 1-3/4" : 50 000 * 2,081 = 104 050 livres
Il faudrait donc suspendre près de 10 fois plus de poids sur le gros montant pour obtenir la même contrainte que sur le petit montant. En d'autres termes, la contrainte est la même, mais la charge est plus élevée parce que la surface de la section transversale du goujon est beaucoup plus grande.
Lorsque l'on envisage des applications de joints, il faut presque toujours penser en termes de contrainte du joint - la compression en livres par pouce carré sur le joint. Cependant, la contrainte du joint provient toujours de la contrainte du goujon. Pour passer de l'un à l'autre, nous devons suivre les étapes suivantes :
Cette simple conversion de la contrainte du goujon à la charge du goujon, et inversement de la charge du goujon à la contrainte du joint, devient une seconde nature lorsque nous travaillons sur les problèmes d'étanchéité des joints.