Contexte : Cet échangeur de chaleur alimentation chaude / effluent a un historique de fuites qui remonte à 10 ans et comprend le serrage et l'étanchéité par des entrepreneurs extérieurs, ainsi que le changement des styles de joints à au moins deux occasions pour des styles "améliorés" suggérés par les fabricants. Le changement le plus récent, en 2010, a consisté à utiliser un joint à profil kamprof avec des éléments d'étanchéité en mica/graphite/mica. À l'époque, les surfaces des brides ont été inspectées, les nouveaux joints ont été installés et la bride a été serrée conformément aux procédures de la raffinerie. Cependant, le joint entre la tôle tubulaire et la coquille a développé une petite fuite peu après le démarrage, et un anneau de vapeur a été installé.
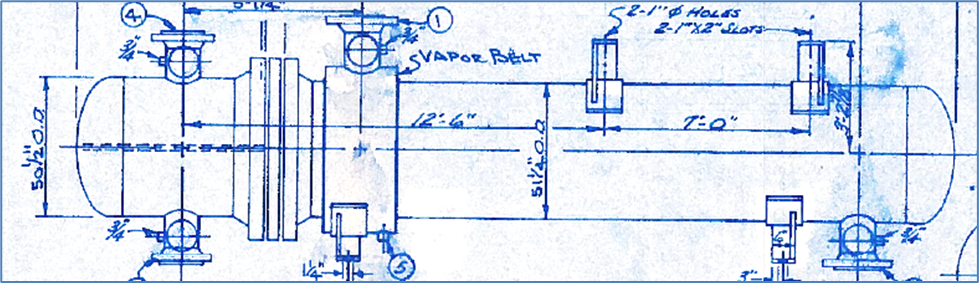
Il s'agit d'un échangeur BEU de type TEMA à un seul joint (canal - plaque tubulaire - enveloppe), avec deux joints et un jeu commun de goujons. Le matériau des goujons était à l'origine B7, mais il a été amélioré en B16. Le joint utilise 64 goujons de 1-1/8" qui ont été serrés à une valeur finale de 700ft.lb.
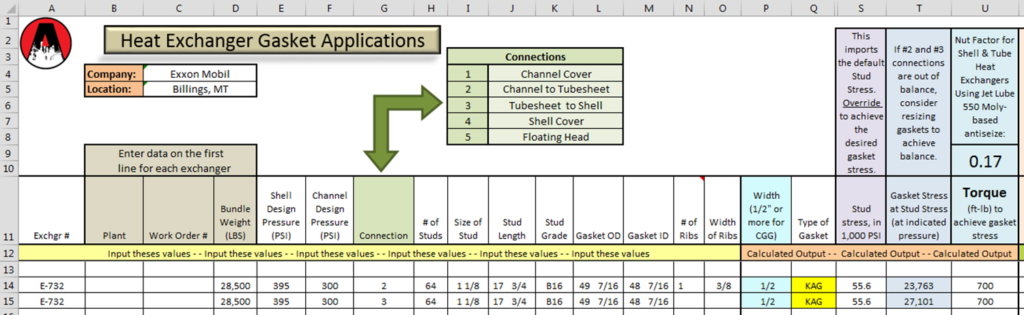
Analyse : Les informations fournies par le client ont été chargées dans l'Exchanger Gasket Workbook afin d'analyser la contrainte d'assise des joints dans des conditions opérationnelles. Sauf composants défectueux - qu'il s'agisse de brides ou de joints - les échangeurs de chaleur fuient en raison d'une faible contrainte d'assise du joint. C'est pourquoi nous examinons toujours en premier lieu la contrainte d'assise du joint à pleine pression de fonctionnement. Indépendamment de la valeur "Y" du joint, nous avons constaté qu'une étanchéité fiable des joints à surface en graphite nécessite une contrainte du joint comprise entre 10 000 et 40 000 psi. Dans la mesure du possible, nous nous efforçons d'obtenir une contrainte de 20 000 à 25 000 psi. Non seulement cette contrainte est suffisante pour assurer une bonne étanchéité au démarrage, mais elle est également suffisante pour compenser l'inévitable relaxation que l'on trouve dans les joints d'échangeurs de chaleur.
Compte tenu de l'historique des fuites sur cette unité, nous nous attendions à ce que les joints soient peu sollicités. Cependant, les joints de cet échangeur ont été sollicités à des niveaux presque idéaux. (La dernière page de cette analyse est un aperçu du cahier des charges des joints d'échangeur). La question qui doit être résolue est de savoir comment un échangeur conçu pour une contrainte de 25 000 psi sur les joints peut commencer à fuir peu de temps après le démarrage. Quels sont les facteurs qui ont pu contribuer (historiquement) aux conditions de faible contrainte qui ont permis la fuite ?
Un examen complet des dessins de l'équipement et des documents connexes nous a permis de mettre en évidence deux facteurs importants liés à la conception de l'équipement et du joint
, ainsi que deux autres facteurs liés à l'assemblage. Le principal facteur contributif est la tôle tubulaire filetée.
Les plans de l'équipement montrent (ci-dessous) que les 64 trous de la plaque tubulaire sont filetés pour les goujons de 1-1/8".
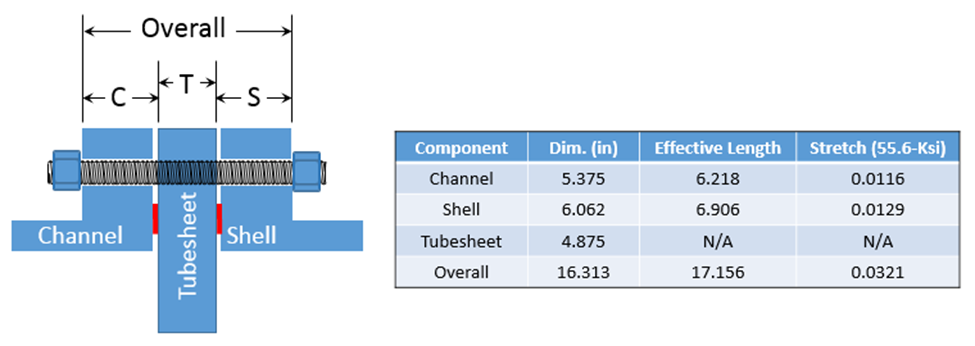
Dans la configuration actuelle, la partie du goujon située du côté du canal agit indépendamment de la partie du goujon située du côté de la coquille. L'étirement total du goujon est de 0,0245". Cependant, si la tôle tubulaire était percée, la longueur totale du goujon s'étirerait sous l'effet de la tension, ce qui donnerait un étirement de 0,0321", soit une augmentation de 31 % ! Pour une bride qui fuit habituellement, il s'agit d'une amélioration considérable de la réponse du goujon.
Il est intéressant de noter que la contrainte du joint diminue plus que celle du goujon, en raison de l'effet de la charge hydrostatique sur le joint. Le tableau ci-dessous résume la contrainte résultante du joint s'il y avait une relaxation de 0,006" de chaque côté de la plaque tubulaire (cette estimation n'est pas excessive). (Chaque côté est considéré indépendamment, car ils sont isolés l'un de l'autre par la plaque tubulaire filetée. Remarquez que l'étirement du goujon et la contrainte du goujon
sont directement liés, car le goujon est un ressort linéaire. Mais la contrainte du joint diminue beaucoup plus, en raison de la contrainte du goujon qui est détournée pour compenser la force hydrostatique finale dans le joint.
Le tableau ci-dessous modélise le même scénario - une relaxation de 0,006" de chaque côté de la plaque tubulaire, pour une relaxation totale de 0,012". Cependant, dans ce cas, la plaque tubulaire a été percée, ce qui permet à l'étirement complet du goujon d'interagir avec les deux joints. Par rapport au tableau ci-dessus, le pourcentage d'étirement et de contrainte du goujon diminue considérablement, et les contraintes résultantes sur les joints sont améliorées de 30 à 50 % !
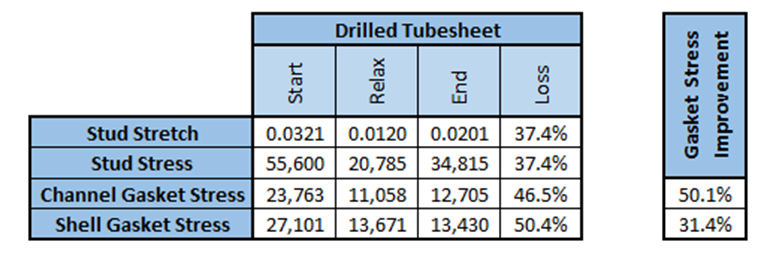
Il est clair que les goujons courts amplifient la perte de contrainte du joint lorsque la relaxation se produit. En raison de cette dynamique, ERIKS recommande de percer toutes les plaques tubulaires filetées. Le but du goujon est de s'étirer pour maintenir la contrainte du joint, et les plaques tubulaires filetées limitent la capacité du goujon à le faire. Certains de nos clients percent désormais systématiquement les plaques tubulaires dès qu'ils en rencontrent.
Si un raffineur estime qu'il doit conserver la possibilité de maintenir l'étanchéité du joint entre la tôle tubulaire et la coquille tout en retirant le canal, il peut le faire avec seulement un goujon sur quatre. Ainsi, même si l'on estime qu'il n'est pas prudent de percer tous les trous, le fait d'en percer trois sur quatre permet d'améliorer la charge des goujons sur le joint, tout en préservant la possibilité d'enlever le canal indépendamment.
Résumé : Alors qu'une simple analyse numérique semblait indiquer que la contrainte d'assise des joints était suffisante pour empêcher les fuites, le fait que des fuites se produisaient régulièrement indiquait des problèmes sous-jacents qui entraînaient une faible contrainte sur les joints.
Outre les problèmes liés au type de joint utilisé, à la réutilisation des goujons et à l'absence de resserrage après la mise en service, c'est la tôle tubulaire filetée qui a le plus contribué à la perte de contrainte du joint ; dans ce cas, elle était antérieure à tout changement de type de joint. Cette conclusion est conforme aux observations faites sur le terrain concernant les fuites liées aux plaques tubulaires filetées.
Recommandation : Percez les 64 trous de la plaque tubulaire filetée pour permettre au goujon de s'étirer au maximum en fonction de la contrainte calculée pour le goujon. En prime, cela facilitera l'assemblage, car il ne sera pas nécessaire de serrer le goujon des deux côtés.